


Denitrification technology application
I. Currently Widely Used Denitrification Technologies
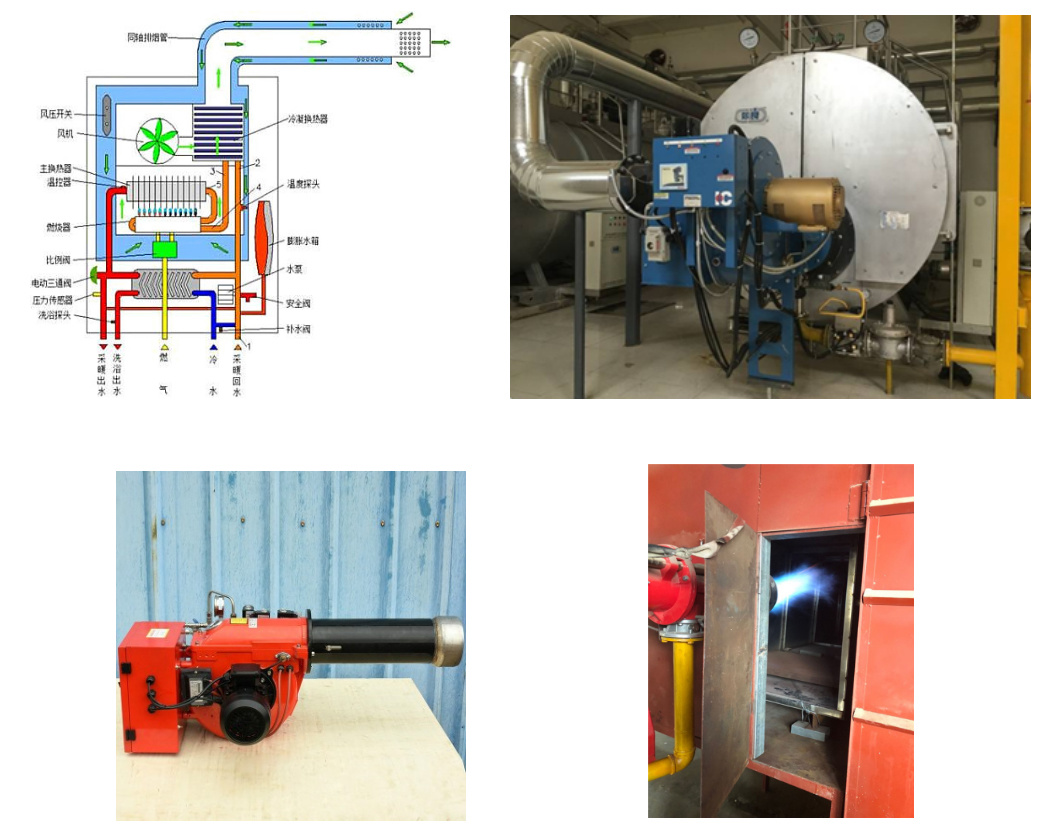
1. Low NOx Burner (LNB) Retrofit
2. SNCR (Selective Non-Catalytic Reduction)
3. SCR (Selective Catalytic Reduction)
4. LNB+SNCR (Low NOx Combustion + Selective Non-Catalytic Reduction)
5. LNB+SNCR+SCR (Low NOx Combustion + Selective Non-Catalytic Reduction + Selective Catalytic Reduction)
6. SNCR+SCR (Selective Non-Catalytic Reduction + Selective Catalytic Reduction)
II. Selection of Reducing Agents
1. Commonly Used Reducing Agents: Liquid ammonia, aqueous ammonia, and urea
2. Other Reducing Agents: Cyanuric acid and various ammonium salts (ammonium acetate, ammonium bicarbonate, ammonium chloride, ammonium oxalate, ammonium citrate, etc.)
The selection of reducing agents is generally considered from a safety perspective.
Liquid ammonia is a hazardous material;
Low-concentration aqueous ammonia and urea are not hazardous materials;

III. Introduction to Denitrification Technology
1. Low Nitrogen Combustion
Low NOx burner (LNB) retrofit controls NOx generation conditions to achieve denitrification, which is a cost-effective strategy for controlling NOx emissions. Controlling NOx generation conditions means controlling the combustion temperature during the combustion process, keeping oxygen and nitrogen separate to minimize the possibility of them combining to form NOx.
Low NOx combustion technology generally does not require additional equipment; it does not increase the initial investment for new boilers.
Operating cost: Does not increase operating and maintenance costs, boiler efficiency is the same as conventional combustion methods.
Other: Low NOx combustion technology generally does not require land and has no space requirements.
Reduce the initial NOx emissions of the boiler. If the boiler also uses SNCR and SCR technology, the capacity of the equipment and the consumption of reducing agents and catalysts can be reduced.
Denitrification efficiency 30%~50%.
2. SNCR Denitrification Technology
(1) SNCR technology mainly injects nitrogen-containing agents in the temperature range of 850~1,150℃, which react with NO to reduce and remove NO, generating nitrogen and water.
The furnace is used as the reactor.
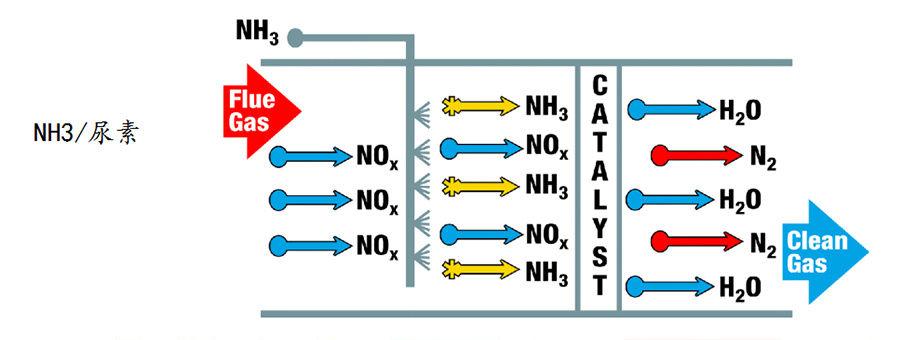
(2) Reaction Mechanism of Selective Non-Catalytic Reduction (SNCR)
Ammonia as reducing agent 4NH3+5O2 → 4NO+6H2O
Urea as reducing agent (NH2)2CO → 2NH2+CO
NH2+NO → N2+H2O
NO+CO → N2+CO2
When the temperature is too high and exceeds the reaction temperature window, ammonia will be oxidized into NOx
4NH3+5O2 → 4NO+6H2O
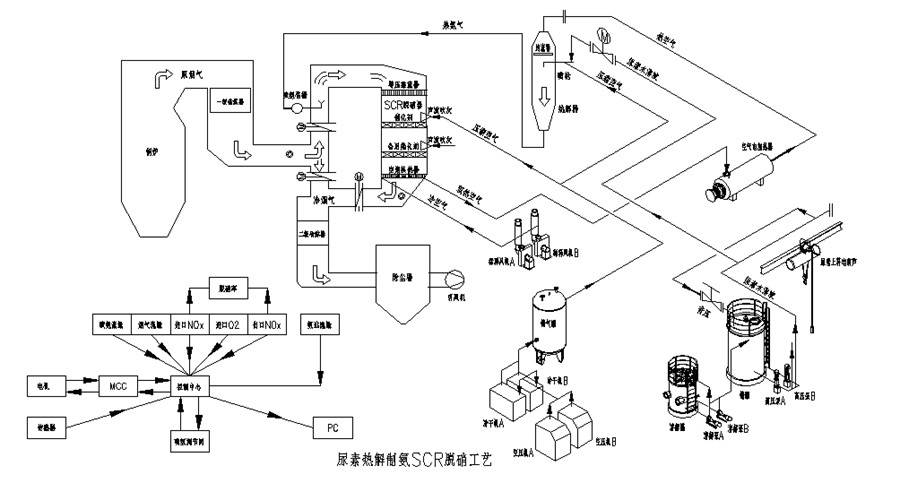
(3) SNCR Process Flow
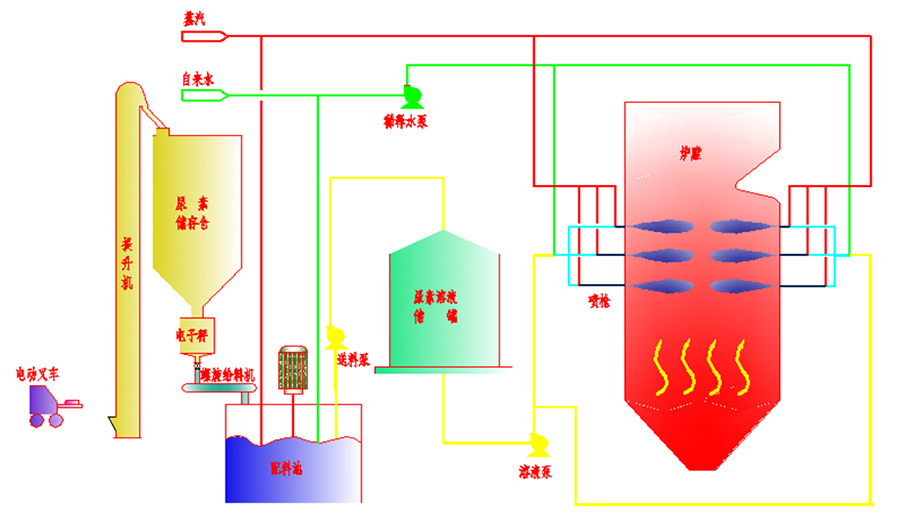
(4) SNCR Technology Characteristics
Urea and ammonia are two commonly used reducing agents;
No solid or liquid waste is produced;
In practical applications, SNCR technology can achieve 30~80% NOx removal efficiency.
For large boilers, due to mixing problems, the denitrification efficiency is generally around 30~50%;
Small space required, quick and easy implementation;
Low initial investment (50 yuan~100/KW), low operating cost;
It will not affect the operation of the boiler, and the risk is low;
It is not affected by the furnace type and the type of coal used, and has wide adaptability.
Simple system, short construction time.
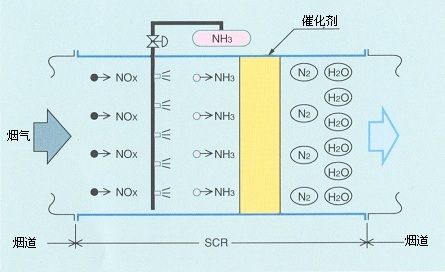
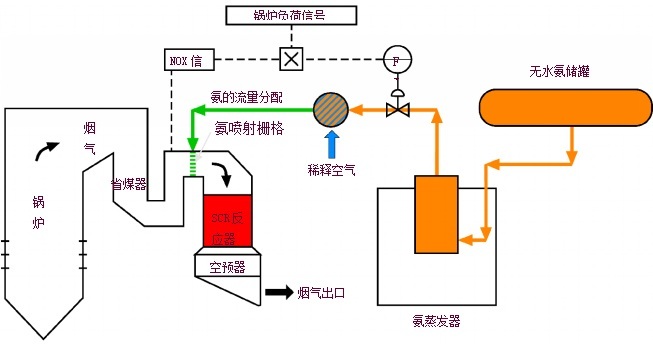
3. SCR Denitrification Technology
This technology refers to the selective reduction of NOx in flue gas to N2 and water using a reducing agent (such as liquid ammonia) in the presence of a catalyst and oxygen within a certain temperature range (320-420℃) to reduce NOx emissions. Because the entire reaction is selective and requires the presence of a catalyst, it is called selective catalytic reduction.
Reducing agent: liquid ammonia or urea; Catalyst: V2O5/TiO2
Denitrification reaction principle
In the presence of a catalyst and oxygen, the reduction reaction of NH3 with NOx in flue gas is as follows:
4NO + 4NH3 + O2 →4N2 + 6H2O (1)
2NO2 + 4NH3 + O2 →3N2 + 6H2O (2)
Since most of the flue gas is NO, and when the NO/NH3 (molar ratio) is close to 1 and the proportion of oxygen is relatively small, reaction (1) is the main one. In addition, NO and NH3 can also generate the greenhouse gas N2O, such as reaction (3), which is undesirable:
4NO + 4NH3 + 3O2 →4N2O + 6H2O (3)
If NO/NH3 < 1, it means that in addition to reaction (1), NH3 can also be oxidized by oxygen through the following reactions:
2NH3 + 3/2 O2 →N2 + 3H2O (4)
2NH3 + 2O2 →N2O + 3H2O (5)
2NH3 + 5/2 O2 →2NO + 3H2O (6)
Process flow - system composition
SCR reactor
SCR catalyst
SCR flue gas system
Ammonia storage and supply system
Ammonia/flue gas mixing (AIG injection system)
Control system
Core technologies include catalysts, flow field optimization, and mixing technology
System key design
Based on flue gas temperature, flue gas composition, flue gas pressure drop, flue gas NOx concentration, NOx removal rate, ammonia escape amount, catalyst life, SO2/SO3 conversion rate, flue gas dust content, and reactor layout space, etc. The most common structures of denitrification catalysts in denitrification devices are: honeycomb type, plate type, and corrugated type. Physicochemical properties of the catalyst: Vanadium titanium tungsten catalyst is used, the main components include titanium dioxide (TiO2), vanadium pentoxide (V2O5), tungsten trioxide (WO3), etc.
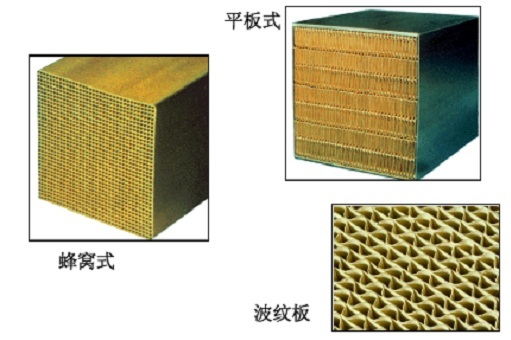
Type | Substrate | Applicable dust concentration |
Honeycomb type | Integral extrusion molding | 50 (g/m3) |
Plate type | Stainless steel mesh | 50 (g/m3) |
Corrugated plate type | Fiber | 25 (g/m3) |
Optimize the reactor and flue gas system flow field using CFD mathematical models and physical models to achieve smooth and uniform flue gas flow.
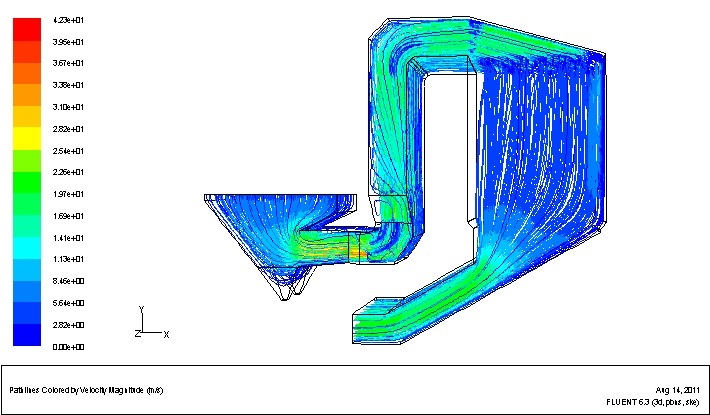
Reasonable design of ammonia flue gas mixing system
To achieve uniform mixing of ammonia/flue gas, uniform distribution of NOx/NH3, uniform flue gas velocity distribution, reduced flue gas temperature deviation, and minimum flue gas pressure drop.

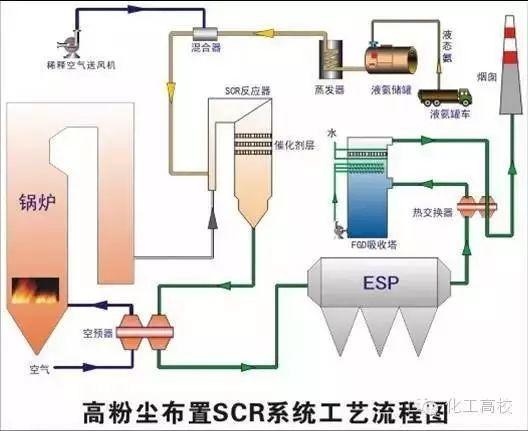
System arrangement
According to the location of the SCR reactor in the boiler flue gas system, it is generally divided into the following two types:
1. High-dust arrangement: The SCR reactor is arranged before the electrostatic precipitator, i.e., between the economizer and the air preheater.
2. Low-dust arrangement: The SCR reactor is arranged downstream of the electrostatic precipitator and FGD device.
Advantages and disadvantages of Selective Catalytic Reduction (SCR) system
Advantages:
High denitrification efficiency, generally NOx removal rate can reach more than 80%;
Compact process equipment, reliable operation;
The reduced nitrogen is released into the atmosphere, without secondary pollution.
NOx removal efficiency: 70-95%;
Applicable to different space velocity ranges;
Compact system, space-saving design;
High reliability and quality assurance;
Easy operation and maintenance;
Early engineering design can lead to lower costs;
NO 2 removal rate can reach 90% or even higher.
Disadvantages:
The flue gas composition is complex, and some pollutants can poison the catalyst;
Some unreacted NH3 in the system interacts with SO2 in the flue gas, easily causing corrosion and blockage of equipment;
IV. Hybrid Flue Gas Denitrification (SNCR/SCR)
Hybrid SNCR/SCR technology combines SNCR with duct-type SCR. SNCR undertakes the dual function of denitrification and providing NH3, utilizing duct-type SCR to completely react the upstream NH3 with NOx, thereby improving overall denitrification efficiency and compensating for the limited efficiency of SNCR devices. The technical characteristics are as follows:
1) Suitable for specific environments with limited site space, denitrification efficiency can reach around 75%.
2) The flue gas resistance increases by less than 150~500Pa, mainly depending on the amount of catalyst and the form of the flue.
3) When the overall denitrification efficiency is below 70%, the duct-type SCR does not need a separate ammonia injection AIG device, but when it is necessary to improve the denitrification efficiency of the duct-type SCR, a separate ammonia injection system needs to be added.
4) The duct-type SCR is vertically arranged, the flow rate is reduced, and the service life of the catalyst is improved.
V. Characteristics of Denitrification in the Cement Industry
1. Influencing Factors of Cement Kiln SCR Denitrification Process
Cement kiln flue gas contains a large amount of dust, which, due to dust concentration, particle size, and composition, will affect the catalyst:
① Ammonium salts and fine dust particles accumulate in the catalyst pores, causing blockage and preventing the reaction of NOx, NH3, and O2 on the catalyst surface, leading to reduced denitrification efficiency or even unstable system operation;
② Some alkaline earth metals and their oxides in the dust react with SO3 in the flue gas to form solid particles, hindering the denitrification reaction;
③ High-concentration dust particles under high-velocity conditions can cause catalyst wear and blockage.
④ The presence of SO2 in the flue gas can easily cause ammonium sulfate poisoning, causing a decrease in denitrification efficiency. The SO2 in the flue gas should be strictly controlled.
2. Denitrification Process in the Cement Industry
1) Low NOx (optional) + SNCR + SCR
According to different regional denitrification processes:
High-temperature, high-dust SCR Located between C1 and the preheater Temperature range: 280~350°C
Applicable: Dust 80~120g/Nm3, limited space for installation;
High-temperature, medium-dust SCR Located between C1 and the preheater Temperature range: 280~350°C
Applicable: Dust > 100g/Nm3, sufficient space for modification;
Medium-temperature, medium-dust SCR Located between the high-temperature fan and the mill Temperature range: 180~240°C
Applicable: Production lines with low-sulfur flue gas and low-NOx modification (low initial NOx concentration);
Low-temperature, low-dust SCR Located at the kiln tail bag filter Temperature range: 80~130°C

Physical photo of high-temperature, medium-dust SCR
No. 169, Jingwu Road, Lixia District, Jinan, Shandong Province, China
Service Hotline

Follow Ruilong Environmental Protection
