


How to achieve efficient VOCs governance? Ruilong Environmental Protection RTO technology provides a breakthrough answer
In the industrial sector, VOCs exhaust emissions are not only complex in composition—covering dozens of pollutants such as hydrocarbons, ketones, esters, alcohols, phenols, aldehydes, amines, and cyanides—but also show significant differences in concentration range and emission patterns, which places higher demands on treatment technologies.
Among numerous VOCs treatment technologies, combustion is widely considered by the industry as a relatively effective and thorough treatment method. Traditional (catalytic) combustion technologies are gradually being replaced by regenerative (catalytic) combustion technologies and have now become the mainstream choice in industries such as chemical and coating.
As a comprehensive service provider in the field of environmental governance, Ruilong Environmental Protection, relying on its senior expert team and continuous R&D investment, has made breakthrough progress in the optimization of regenerative RTO technology and the innovation of composite processes. This article will systematically analyze the technical differences between rotary RTO and tower RTO, as well as the zeolite rotor concentration + RTO composite process, providing the industry with solutions that are both technologically advanced and economically feasible.

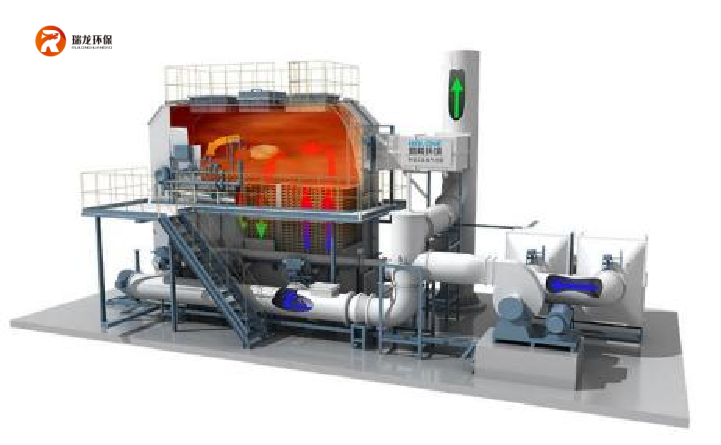
I. Rotary Regenerative Thermal Oxidizer (RTO)
The rotary regenerative thermal oxidizer (referred to as rotary RTO) is developed by our company based on in-depth assimilation of advanced domestic and international technologies, through "Introduction + Accumulation + Improvement + Innovation" R&D path, optimizing and upgrading this efficient organic waste gas treatment equipment. This equipment has achieved a waste gas decomposition efficiency of up to 99.5% and a heat utilization efficiency of over 95% in technological breakthroughs.
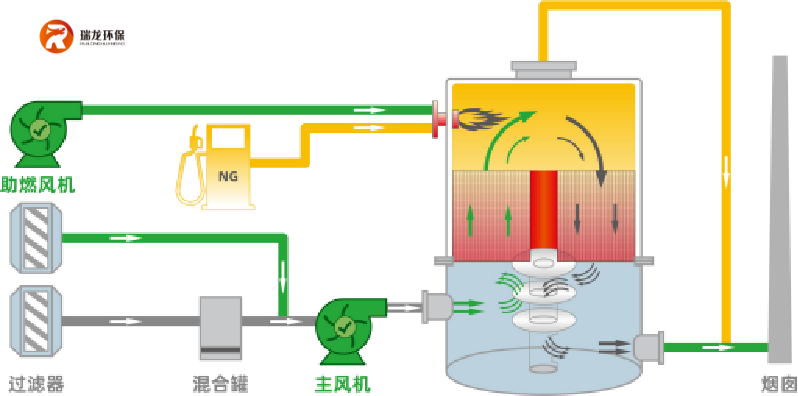
🔹 Process Principle
Rotary RTO achieves alternating conversion between heat storage and heat release zones by rotating a rotary valve, which changes the position where the waste gas enters the ceramic media. The ceramic regenerator is divided into twelve zones: five intake zones, five exhaust zones, one purge zone, and one isolation zone. Each heat storage zone sequentially undergoes a heat storage—heat release—purge process, repeating continuously.

🔹 Technical Principle
Organic waste gas is sent through a waste gas collection device, where VOCs waste gas is heated into the RTO system by a high-pressure fan. After the temperature rises, it undergoes high-temperature oxidative decomposition, ultimately transforming into harmless carbon dioxide and water. This equipment uses honeycomb ceramic regenerators to recover and store heat from the high-temperature flue gas after combustion, achieving a heat recovery rate of up to 95%, which is used for waste gas preheating. to achieve environmental protection and energy-saving objectives.
🔹 Technical Advantages
• Equipped with a safety temperature relief valve; if the combustion chamber temperature exceeds the set limit, the relief valve opens, ensuring safe temperature operation;
• The entire system adopts PLC fully automatic control technology, saving energy and labor, enabling unmanned control, automatic alarming, and safe and reliable operation;
• Equipped with an explosion relief port; if the pressure inside the furnace significantly increases, the explosion relief port automatically opens, reasonably releasing pressure to ensure normal operation;
• Multi-level safety protection system ensuring safe and stable operation of the regenerative thermal oxidizer system;
• Small pressure fluctuations, small outlet concentration fluctuations;
• Small footprint;
II. Tower Regenerative Thermal Oxidizer (RTO)
Tower regenerative thermal oxidizers (referred to as tower RTOs) can be classified into two-bed, three-bed, multi-bed, and other types based on their structure. This equipment features safe and reliable operation, simple control, and convenient maintenance, while maintaining low operating costs, it can achieve a VOCs purification efficiency of up to 99.5%. The tower RTO products developed by Ruilong Environmental Protection, are based on fully absorbing the technical advantages of multi-bed RTOs both domestically and internationally, through continuous innovation and upgrading, and have now become an efficient and reliable VOCs waste gas treatment solution.
🔹 Technical Principle
The basic principle of tower RTO is that the organic waste gas to be treated enters regenerative chamber A for preheating via an induced draft fan, then enters the oxidation chamber, where it is heated and oxidized into CO2 and H2O; the purified high-temperature waste gas leaves the oxidation chamber and enters regenerative chamber B to release heat; bed C purges the regenerator. After one cycle is completed, the inlet, outlet, and purge valves switch once, changing the airflow direction, and the system enters the next cycle. This process continuously cycles, effectively reducing heat emissions after waste gas treatment and saving heat loss during waste gas oxidation and heating, allowing the waste gas to maintain a high thermal efficiency (around 95%) during high-temperature oxidation.
III. Composite Process: Zeolite Concentrator Wheel combined with RTO
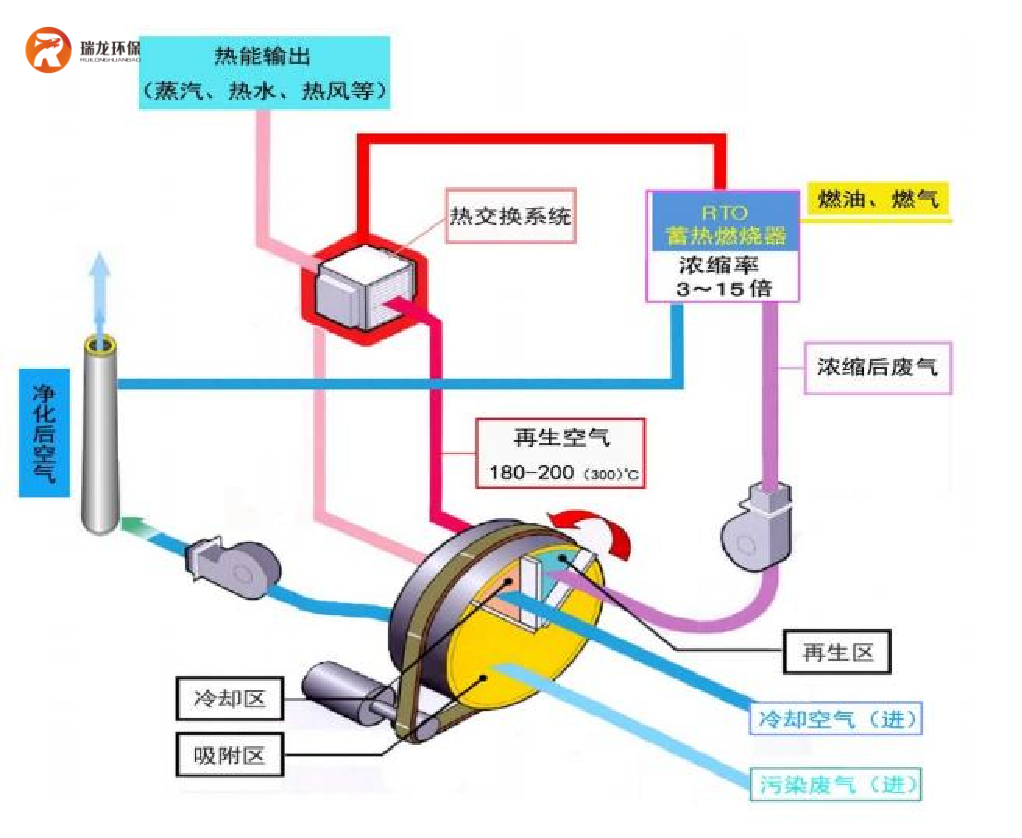
🔹 Technical Principle
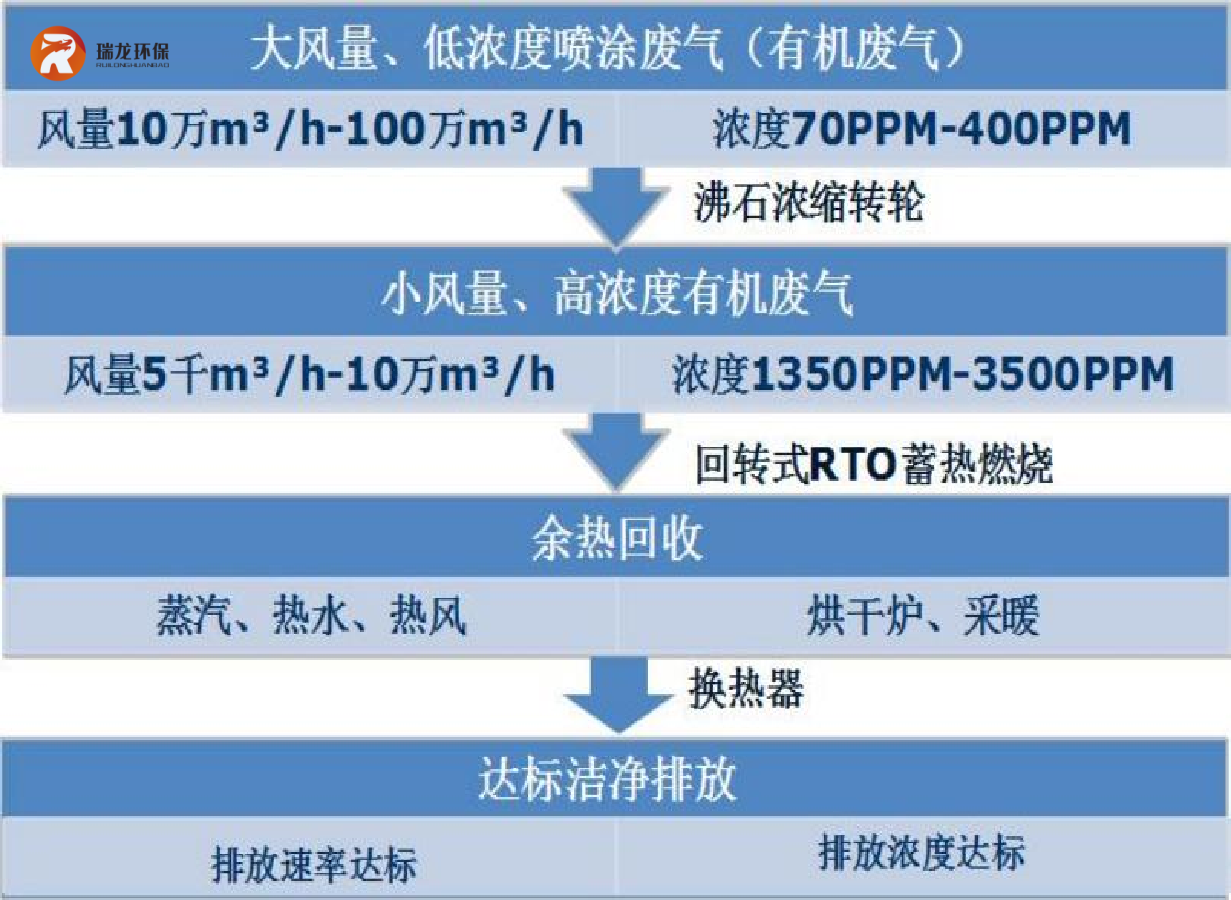
• As waste gas passes through the treatment zone, its components are adsorbed by the adsorbent in the zeolite concentrator wheel, and the purified waste gas is discharged, while the wheel gradually approaches adsorption saturation. Concurrently, in the regeneration zone, high-temperature air passes through the adsorption-saturated wheel, and the adsorbed waste gas is desorbed and carried away by the high-temperature air, thereby restoring the wheel's adsorption capacity. The desorbed high-temperature gas then enters the RTO unit for oxidative treatment.
• When the wheel is operating, the adsorption and desorption processes are continuously ongoing, The concentration fluctuations of the desorbed concentrated waste gas are small, avoiding the concentration fluctuations generated by fixed adsorption beds during desorption, which facilitates stable and safe operation of the entire system and ensures the stability of the heat output from subsequent treatment units.
While RTO technology continues to innovate,
Ruilong Environmental Protection also works on other VOCs treatment processes.
Accumulated rich engineering experience
The following are some typical application cases


Powder spraying + baghouse dust collector + adsorption desorption bed + CO catalytic combustion <

Two-stage washing tower + dry filter box + activated carbon adsorption box <
Related News Recommendations
No. 169, Jingwu Road, Lixia District, Jinan, Shandong Province, China
Service Hotline

Follow Ruilong Environmental Protection
